
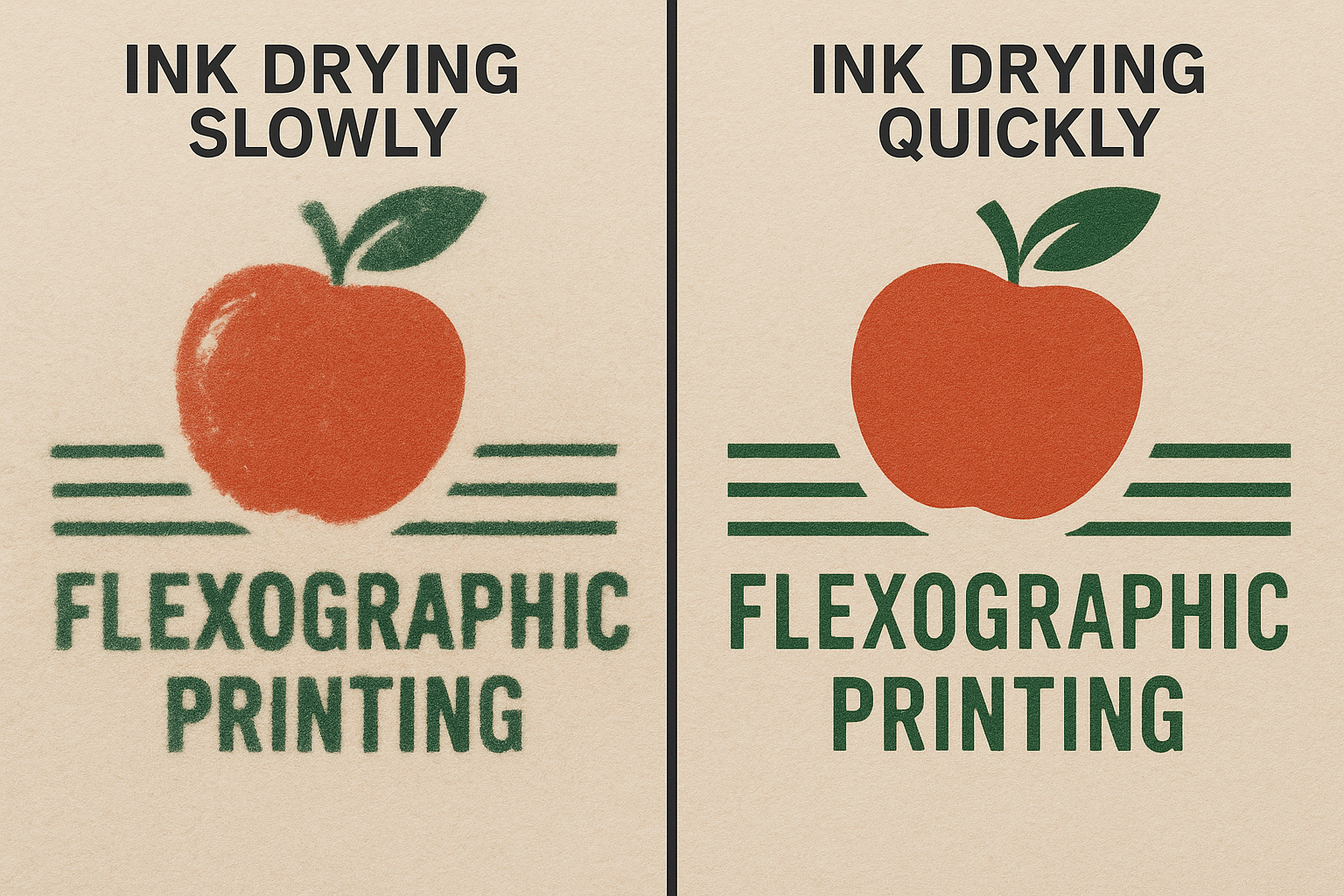
Nel processo di stampa flessografica, la lenta essiccazione dell'inchiostro, che causa sbavature, rappresenta una sfida costante per le aziende di stampa. Questo non solo influisce sulla qualità di stampa e aumenta gli sprechi, ma riduce anche l'efficienza produttiva e può persino ritardare i tempi di consegna. Come risolvere efficacemente questo problema? Offriamo una soluzione completa che comprende la selezione dell'inchiostro, l'ottimizzazione dei processi, l'aggiornamento delle apparecchiature e il controllo ambientale per aiutarvi a eliminare le sbavature e ottenere una produzione di stampa stabile e ad alta efficienza.
Nel processo di stampa flessografica, la lenta essiccazione dell'inchiostro, che causa sbavature, rappresenta una sfida costante per le aziende di stampa. Questo non solo influisce sulla qualità di stampa e aumenta gli sprechi, ma riduce anche l'efficienza produttiva e può persino ritardare i tempi di consegna. Come risolvere efficacemente questo problema? Offriamo una soluzione completa che comprende la selezione dell'inchiostro, l'ottimizzazione dei processi, l'aggiornamento delle apparecchiature e il controllo ambientale per aiutarvi a eliminare le sbavature e ottenere una produzione di stampa stabile e ad alta efficienza.
● Selezione dell'inchiostro e ottimizzazione della formula: risoluzione dei problemi di asciugatura alla fonte
Per le macchine da stampa flessografiche, la selezione e la formulazione degli inchiostri sono fondamentali per risolvere i problemi di essiccazione. Consigliamo inchiostri ad asciugatura rapida, come inchiostri a base solvente con formulazioni ad alta volatilità o inchiostri a base acqua con acceleratori di essiccazione. Per la massima velocità di essiccazione, gli inchiostri UV abbinati a sistemi di polimerizzazione a raggi ultravioletti rappresentano la scelta migliore. Regolare i rapporti dei solventi, ad esempio aumentando il contenuto di etanolo o acetato di etile, può migliorare le prestazioni di essiccazione mantenendo la stabilità dell'inchiostro. Inoltre, la scelta degli additivi essiccanti corretti (ad esempio, essiccanti al cobalto/manganese per inchiostri ad essiccazione ossidativa o penetranti specifici per substrati assorbenti) garantisce risultati ottimali.
● Aggiornamenti del sistema di essiccazione: miglioramento dell'efficienza
Le prestazioni dei sistemi di essiccazione di una macchina da stampa flessografica influiscono direttamente sui risultati. Ispezionare regolarmente gli essiccatori per garantire la corretta impostazione della temperatura (50-80 °C per gli inchiostri a solvente, leggermente inferiore per quelli a base d'acqua) e un flusso d'aria senza ostruzioni. Per applicazioni più impegnative, passare all'essiccazione a infrarossi per un'efficienza localizzata o alla polimerizzazione UV per un'essiccazione istantanea. Le unità di essiccazione ad aria fredda sono particolarmente utili per i film non assorbenti, in quanto prevengono la ribagnatura dell'inchiostro.


● Ottimizzazione del processo di stampa – Regolazione dei parametri di produzione
Nelle macchine da stampa flessografiche, l'ottimizzazione dei parametri di produzione migliora significativamente l'efficienza di essiccazione. Il controllo della velocità di stampa è fondamentale: una velocità eccessiva impedisce una corretta essiccazione prima della stazione di stampa successiva. Regolare la velocità in base alle proprietà dell'inchiostro e alla capacità dell'essiccatore. Gestire lo spessore della pellicola di inchiostro tramite la corretta selezione del rullo anilox e del volume di inchiostro previene accumuli eccessivi. Per la stampa multicolore, aumentare la spaziatura tra le stazioni o aggiungere essiccatori interstazione prolunga i tempi di essiccazione.
● Adattamento all'ambiente e al substrato: fattori esterni critici
Le condizioni ambientali nelle operazioni di stampa flessografica influenzano notevolmente l'asciugatura. Mantenere la temperatura in officina tra 20 e 25 °C e l'umidità tra il 50 e il 60%. Utilizzare deumidificatori nelle stagioni umide. Il pretrattamento del substrato (ad esempio, il trattamento corona per film in PE/PET) migliora l'adesione dell'inchiostro e riduce i difetti di essiccazione.
Trattamento Corona

Controllo dell'umidità
Infine, un solido piano di manutenzione garantisce la stabilità a lungo termine. Pulire regolarmente gli ugelli dell'essiccatore e gli elementi riscaldanti, ispezionare l'usura dei rulli anilox e utilizzare tester di tensione a secco per monitorare la qualità di stampa sono passaggi fondamentali per prevenire problemi legati all'asciugatura.




Data di pubblicazione: 29 maggio 2025